- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



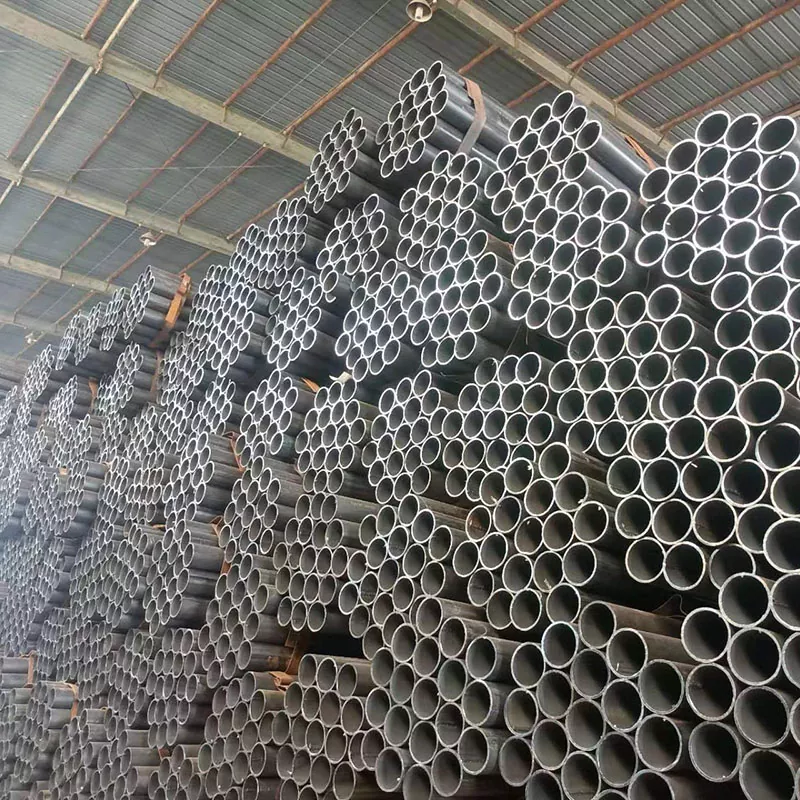


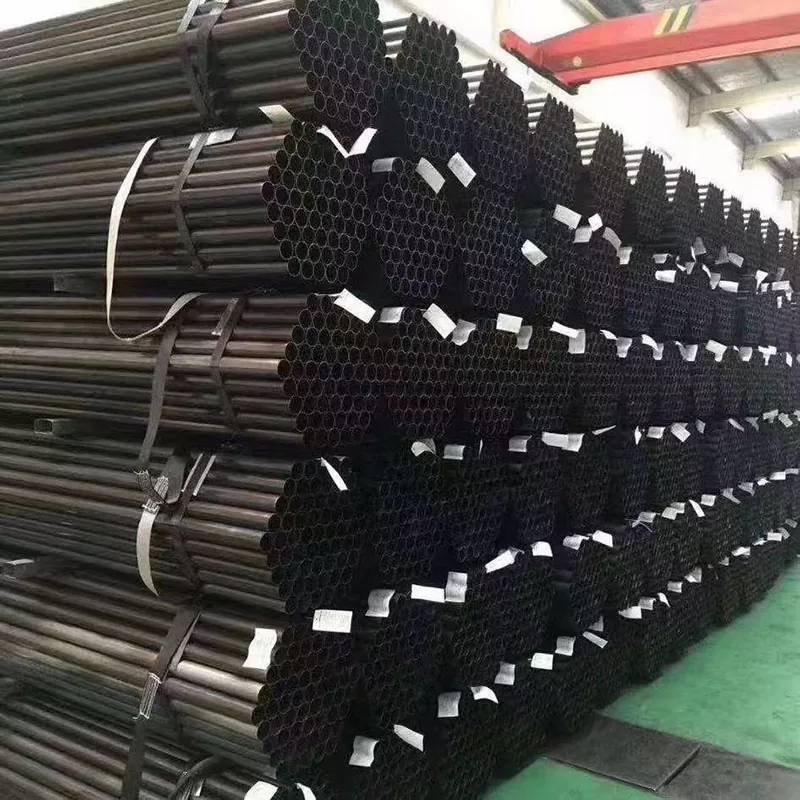
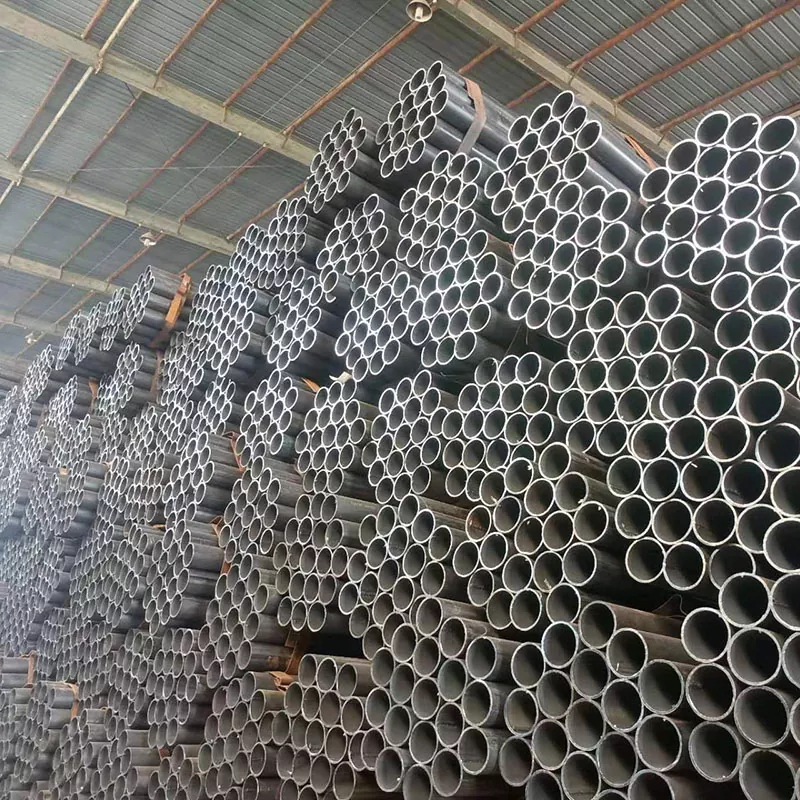
Paip Kimpalan Membujur
Paip Kimpalan Membujur yang dihasilkan oleh pengilang Xinlida ialah plat keluli atau jalur keluli yang digulung, dikimpal ke dalam garis lurus dengan teknologi kimpalan (seperti kimpalan frekuensi tinggi atau kimpalan arka terendam) untuk membentuk struktur tiub. Berbanding dengan paip keluli lancar, proses pengeluaran paip keluli jahitan lurus adalah mudah dan kosnya rendah, tetapi kekuatan kimpalan itu mungkin lebih rendah sedikit daripada keluli kimpalan.
Hantar Pertanyaan
Penerangan Produk
Proses pembuatan Paip Dikimpal Membujur mengikuti proses teras "bahan mentah prarawatan-membentuk-kimpalan-kemasan", dan setiap langkah berkisar di sekitar ketepatan dan kawalan kekuatan.Kaedah ini terdiri daripada langkah-langkah berikut: pertama, menyediakan bahan mentah, memilih jalur keluli tergelek panas atau plat gegelung sebagai bahan asas, memotong jalur keluli ke dalam keperluan tahap lebar paip dan menepati diameter paip, dan menepati tahap diameter paip. rawatan penyahkaratan untuk menghilangkan sisik dan kekotoran oksida permukaan untuk mengelakkan menjejaskan kualiti kimpalan; dan kemudian memasuki peringkat pembentukan, di mana jalur keluli secara beransur-ansur dibengkokkan ke dalam kosong tiub bulat terbuka (atau tiub persegi atau segi empat tepat kosong) melalui mesin membentuk roller berterusan, untuk memastikan bahawa tepi kosong tiub adalah sejajar dan kelengkungan adalah seragam, dan meletakkan asas untuk kimpalan seterusnya.

Selepas membentuk, tiub kosong serta-merta memasuki pautan kimpalan, dan arus perdana mengamalkan kimpalan aruhan frekuensi tinggi atau kimpalan arka: kimpalan frekuensi tinggi menggunakan aruhan elektromagnet untuk cepat memanaskan tepi tiub kosong kepada keadaan cair, dan kemudian kimpalan selesai dengan menekan roller penyemperitan, dan kekuatan kimpalan adalah dekat dengan logam asas; kimpalan arka adalah sesuai untuk tiub berdinding tebal, dan sambungan direalisasikan dengan mengisi kolam lebur dengan elektrod atau dawai kimpalan. Selepas kimpalan, pemeriksaan kimpalan (seperti pemeriksaan ultrasonik dan sinar-X) hendaklah dijalankan untuk menghapuskan kecacatan seperti liang dan retak, menentukur diameter paip mengikut saiz mesin, rawatan yang betul dan akhirnya dengan meluruskan permukaan mesin, rawatan yang betul dan akhirnya dengan meluruskan permukaan, dan akhir sekali. (seperti galvanizing dan mengecat) untuk akhirnya membentuk produk paip lurus dikimpal yang layak.


Teg Panas: Paip Kimpalan Membujur China
Kategori Berkaitan
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.





